
1. SUBMITTED BY :RAJEEV SHARAN/ ROLL NO-23/ DFT-05
Common causes of dyeing defects
1.The material is not well prepared for dyeing and printing
Material having dead fibres or other defective fibres
Left over of Chemicals after bleaching etc.
Material not properly desized.
Material not properly mercerised.
Absorbency of the fabric not proper
Sticking of insoluble material on the fibres
Impurities are not removed properly
Uneven heat treatment.
2.Water Quality not Proper
- More Hardness of water
- Water has metal ions such as iron.
- pH of water not proper
- Water having more chlorine
3. Due to Shortcomings in making Dyeing Solution
- Improper weight ratio of colours, material and chemicals.
- Improper material to water ratio
- Improper filtering of concentrated colours
4. Due to Shortcomings in the dye machinery
- Coming out of Dye liquor during dyeing
- Defective instruments controlling temperature, pressure speed etc
Influence of Fiber Related Properties on Dyeing behavior
- Un-drawn or partially oriented yarns – Easy to dye. – Low Molecular orientation –Rapid dyeing.
- Drawn material – higher Molecular orientation – dye slowly.
- Synthetic fibers are produced at various draw ratio (low – staple fibers to high values – draw bulked yarn)
- Material having relatively small differences in their rates of dyeing – but very considerable differences in color.
5. The differences arise in the strike stage of the dyeing process,
Why uneven dyeing occurs?
1. Improper leveling of dyes –
– Effectiveness of the redistribution of dye during the subsequent leveling stage.
– If the leveling action is poor, as in carrier dyeing at 98°C or when dyes of poor migration properties have been used,
– The effects of small variations in spinning and drawing conditions may be expected to show as variations in color in dyed materials.
For Staple Fibers,
– The problem is more difficult, but of less practical significance,
2. The Effects of Heat and Tension
• Yarns and fibers are subjected – heat or of mechanical stress or both
• The effects of variation in temperature or in tension during heat treatment are more severe .
• And can produce relatively large color differences if the differently treated fibers are dyed in the same bath.
• Reduction in rate of dyeing between. 130°C and 150°C, followed by leveling off.
• Uniform tension over the yarn during H.S, leads to perform better leveling off.
2. The Effects of fiber lubricants and spotting agents
Fibre Lubricants — Source of variation – can affect quality of the dye bath
After long storage , they can also produce significant local alterations in the rates of migration of dyes in the fibre
Spotting agents sometimes applied to loom stains by weavers, and produce localized dark spots that show up after dyeing.
For this reason, the use of such spotting agents outside the dye works is to be discouraged.
8. 4. The Effects of Fiber Structure• Drawing the fiber – Growth of highly ordered regions – oriented along the axis of fiber• Heat treatment induces further growth in these highly ordered regions at the expense of less ordered regions.• Number, size, spacing and distribution of these highly ordered regions That these influence, the number and arrangement of chain folds in the polymer.
9. 5. Carriers Fibre becomes more open structure or less ordered regions around the structural dislocations contain spaces just large enough to admit the molecules of disperse dyes under the influence of thermal agitation. Thermal agitation – leads to increases in the rate of diffusion of dyes at Tg, Suitable carriers are used to locate uniform striking of dyes.
10. 6.Barre Effects: Differences in the rate effect.• Differ in the fractions of their internal volumes that are available for the absorption of dyes• Differences in the dye uptake during initial dye transfer, – Rate of diffusion – Differences in the accessibility of this available region. – Accessibility – a property of the less ordered regions of fibre structure. – Availability – associated with an internal area.• How to Reduce barre effect ? – High temperature leveling treatment, possibly in the presence of a small amount of a suitable carrier – May increased by the presence of carrier during the early stages of dyeing. – Drawing – hot stretching produce decreases in both availability and accessibility as the general orderliness of the fiber structure increases.
11. 7. Ring Dyed Material in Synthetic yarn• Most of the dye present on the fiber surface layer less than one third of the radius of the fiber in depth.• Causes: dyeing time, bath temperature or the level of carrier addition to the bath is inadequate.• Even high temperature dyeing can be ring dyed if insufficient time has been allowed for the full penetration of slowly migrating dyes.
12. Some common dyeing problems 1. Un levelness • cause – improper dyeing conditions. • Ending problems causes countermeasures1. unstable dye dispersion 1. select dyes with better dispersion stability, use efficient dispersants .2. unsuitable dye combination 2. Attention should be given to uniform dye behaviour .3. wrong dyeing program 3. Optimum dyeing process should be followed .
13. Cloudy dyeing Causes Countermeasures 1. inadequate pre-treatment 1. select optimum conditions and chemicals 2. channelling due to irregular winding 2. pay particular attention to winding of the material 3. poor circulation of the goods due to 3. adjust the machine more carefully interruptions, knots, etc. 4. too much foam in the dyebath 4. use antifoams, e.g. Antimussol brands 5. wrong dyeing programme 5. Optimum dyeing process
14. Pale Areas Causes Countermeasures 1. Inadequate Pre-treatment 1. Select optimum conditions and chemicals 2. Air pockets in the material 2. Use special chemicals, e.g. wetting (e.g. cheeses) agent / defoamer combinations, or greater pressure
15. 2. Unlevelness cause: due to material.Barriness Causes Countermeasures 1. Variations in temperature during 1. -adapt dye selection fibre manufacture(texturizing), draft – select higher dyeing temperature differences – select suitable carriers and chemicals – possibly set fibres at a higher temperature. 2. Variations in the density of the 2. Relax material thoroughly material (weaving, knitting)
16. 3. Unlevelness cause: due to other reasons.Skitterness Causes Countermeasures 1. inadequate pretreatment (e.g. desizing) 1. pay attention to perfect pretreatment 2. fibres of different origins in the material 2. pay particular attention to the appropriate dyeing process and programme 3. poorer solidity on both components of fibre blends 4. irregular thread tension during weaving or warp knitting
17. Listing Causes Countermeasurement 1. Inconsistent setting temperature 1. select special dyes (small- moleculed) 2. Irregular tension in the material due 2. relax material thoroughly to weaving or warp knitting 3. Poorly wound material 3. pay particular attention to winding 4. Rolled in selvedges due to irregular 4. -set the goods tension in the material (weaving, warp – size the selvedges knitting) – check the weaving or knitting machine
18. Pale areas after dyeing. Causes Countermeasures effect of aggressive vapours -efficient ventilation of vapours and (e.g. acid, chlorite, formaldehyde) gases – avoid contact with dangerous substances
19. •4.Reproducibility.Deviation of shade Causes Countermeasure 1. dye sensitivity to hydrolysis, 1. -select dyes carefully, control pH reduction, electrolyte exactly (buffer system) – pay attention to stability of dye to electrolytes 2. dye sensitivity to metal ions in the 2. use suitable sequestering agent dyebath 3. dyes of different chemical 3. pay particular attention to selection constitution affect each other (rare) of dyes and chemicals 4. dye buildup affected by chemicals 4. carry out lab tests (retarding effect)
20. Causes Countermeasure5. different dyeing programmes 5. pay attention to consistent dyeing conditions6. different liquor ratios 6. pay attention to consistent dyeing conditions7. dye shows differences in standard 7. check suppliesconformity8. unsuitable dye combination 8. pay attention to behaviour of individual elements9. sedimentation of liquid dyes 9. stir before removal from container10. bath exhaustion affected by 10. adapt dye selection and processreserve of adjacent fibre
21. 5. Fastness propertiesUnexpectedly poor light fastness causes countermeasure 1. carrier residues on fabric 1. repeat thermo fixation (at higher (inadequate thermo fixation) temperature) 2. stained adjacent fibre 2. adapt dyeing process, select appropriate dyes 3. catalytic fading due to unsuitable 3. adjust dye selection dye combination
22. Unexpectedly poor wet and rub fastness causes countermeasures 1. thermomigration due to finishing and 1. adjust dye and chemical selection softening chemicals 2. inadequate dye fixation due to too 2. Optimize dyeing process, reduction short dyeing time or too low fixation clear temperature 3. stained adjacent fibre 3. Improve dyeing process
23. 6. Spots, marksPrecipitates in the dye-bath causes countermeasures 1. dye precipitates due to poor 1. – pay special attention to dispersing dispersion or dyes with poor dispersion instructions stability – pay attention to dye selection (dispersion stability) – use dispersants 2. dye crystallization due to variations 2. pay attention to perfect liquor in temperature in the dyebath circulation 3. coloured spots due to dye deposits 3. pay attention to cleanness in the on the machine machine
24. causes countermeasure4. use of volatile carriers 4. select suitable carriers, use overhead heating in the machine5. silicones in the dyebath 5. use silicone-free de foamers6. unstable chemicals 6. select suitable chemicals7. oil and spinning preparations 7. thorough pre treatment8. oligomers in the dyebath 8. drop dyebath hot, shorter dyeing time, use special chemicals
25. • Singeing dropletscauses countermeasures1. as a result of singeing before dyeing, 1. singe after dyeingfibre tips exhibit higher affinity for dyes .• Change of shade (e.g. blue spots in brilliant red shades)causes countermeasures1. dye is sensitive to metal ions 1. use a sequestering agent2. alkali residues 2. neutralize the goods3. finishing chemicals 3. scour and select finishing chemicals carefully
26. • Dark spotscauses countermeasures1. solvent residues from pre treatment 1. complete removal of solvents• Speckscauses countermeasures1. contamination of the material by 2. do not store material near dyes; usedyestuff dust low dusting dyes• Dirt spotscauses countermeasures1. contamination of the material by 1. pay attention to clean machines andrust, oil, graphite, etc. clean working methods
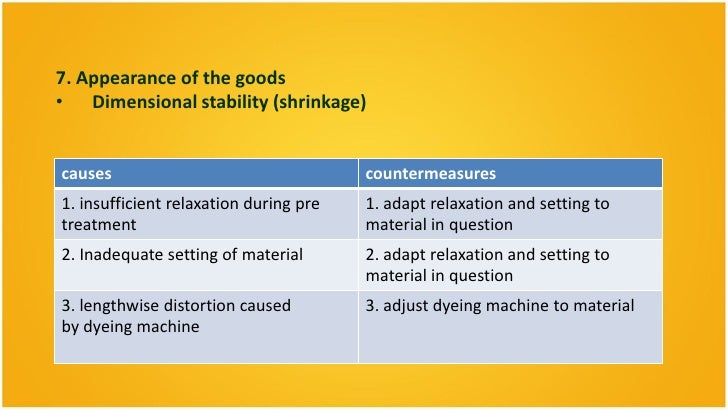
27. 7. Appearance of the goods• Dimensional stability (shrinkage)causes countermeasures1. insufficient relaxation during pre 1. adapt relaxation and setting totreatment material in question2. Inadequate setting of material 2. adapt relaxation and setting to material in question3. lengthwise distortion caused 3. adjust dyeing machine to materialby dyeing machine
28. • Creasingcauses countermeasures1. inadequate pre treatment 1. select optimum pre treatment conditions(scouring, relaxation, setting)2. due to quality of goods (structure, 2. adjust dyeing machine to material, selecte.g. tightly woven fabric, weight) correct setting temperature, adjust stenter correctly3. poor suitability of dyeing machine 3. select more suitable dyeing machine4. too heavy batch of fabric 4. add a lubricant, e.g. lmacol brand5. incorrect loading of machine 5. add a lubricant, e.g. lmacol brand6. dyeing process (heating, cooling) 6. adjust temperature programme, add a lubricant, e.g. lmacol brand
29. •Chafe markscauses countermeasures1. mechanical friction due to overloading 1. add a lubricant e.g. lmacol brand2. rough patches in the machine 2. add a lubricant e.g. lmacol brand3. stationary material in the running 3. add a lubricant e.g. lmacol brandmachine (knots)4. too high machine speed 4. add a lubricant e.g. lmacol brand
30. •Stitch distortion (knits)causes countermeasures1. inadequate pre treatment 1. selection optimum pre treatment(relaxation, setting) conditions2. mechanical effects, e.g. passage of 2.straight seams along weft and stitchesgoods in machine, squint seams•Moire effects (on beam) causes countermeasures 1. inadequate pre treatment 1. -select suitable setting conditions (setting, rolling up) – roll up carefully
31. • Lustrecauses countermeasures1. physical change in fibre due to local 1. avoid prolonged contact of stationarypressure and high temperature on material material with the hot machine2. excessive setting 2. select suitable setting temperature• Handlecauses countermeasures1. unfavourable conditions between machine and 1. select optimum conditionsmaterial2. inadequate pre treatment 2. can be corrected during finishing(relaxation, setting)3. wrong dyeing programme 3. can be corrected during finishing(temperature / time)
32. • Pilling (staple fibres)causes countermeasures1. susceptible fibre origin (also in fibre 1. select fibres carefully, use selectedblends) softeners2. inconsistent dimensional stability due 2. settingto shrinkage (fibres protrude from fibrebundle)
33. 8. Thermosol dyeing problems• Listingcauses countermeasures1. one-sided liquor feed into the 1. check injection pipe or mount a distribution platetrough2. different nip roller pressure 2. check rollers (pickup) regularly3. unlevel migration in 3. -check temperature and air current over the entireintermediate drying width in the drier – avoid migration by using lowest possible pickup and a suitable migration inhibitor. Select dyes with little tendency to migrate.4. uneven thermosolling or fixation 4. check fixation units regularly with thermopaper orof dyes due to temperature temperature sensorsdifferences – use more reliable dyes with as little sensitivity as possible to temperature deviations
34. •Two-sidednesscauses countermeasures1. deflecting roller touched on 1. check injection pipe or mount a distribution plateone side only2. deflecting roller stationary 2. check rollers (pickup) regularly3. pad rollers not the same 3. – check temperature and air current over the entire width in the drier – avoid migration by using lowest possible pickup and a suitable migration inhibitor. Select dyes with little tendency to migrate.4. uneven drying from side to 4. – check fixation units regularly with thermopaper orside temperature sensors – use more reliable dyes with as little sensitivity as possible to temperature deviations
35. • Endingcauses countermeasures1. dye substantivity 1. – with lndigosol dyes add Lyogen WL – use a smaller volume of liquor – dye at higher fabric speed2. dye sedimentation 2. – keep the liquor in motion – keep the temperature below 35°C
36. • Dark or pale selvedgescauses countermeasures1. one-sided liquor feed into the trough 1. check liquor feed2. narrow goods impregnated on a wide 2. move to a suitable machinepadder3. worn rollers, rollers bend due to over 3. check the nip pressure, reduce pressure ifcompensation necessary, change rollers if necessary, chick hydraulics4. varying drying conditions over the width 4. check the air jets and circulationof the goods5. alkali residues in the goods 5. add acetic acid to the padliquor for pH 5-6
37. • Barry dyeingscauses countermeasures1. uneven jet pressure in the drier 1. check the air jets2. inadequate evenness of tension in drier, 2. check guidance of goods in driercrease formation3. alkali residues in the goods 3. add acetic acid to padliquor for pH5-6
38. Defects in Sulphur Dyeing• Uneven Dyeing and Oxidation MarksThis may occur due to:a. Lower strength of sodium sulphideb. Using improper amount of sodium sulphide.c. Sodium sulphide does not wash off fully after washing.d. Variation in temperature.e. If colours are not dissolved properly, or colours are not of good qualityf. If the chemical used for oxidation is not of good qualityg. Fabrics are not worked upon properly at the time of dyeing.
39. BronzinessThis defect normally occurs in heavy shades. Given below are the reasons:1. More time gap between dyeing and washing2. Using more of less strength sodium sulphide3. Using more salt.4. Oxidiser doesnt get washed off properly during washing5. Sodium sulphide doesnt get washed off properly during washing.6. More presence of iron and copper ions in water.
40. • Poor colourfastness to rubbing the reasons are : a. type of colour b. Lower strength of sodium sulphide c. Poor absorbency of the fabric d. Fabric is not washed properly e. The quality of soap used for washing is not proper f. Dyeing bath made of iron instead of steel g. Frequent addition of colours and chemicals h. Using Cationic finishing agent in finishing also lowers the colourfastness to rubbing i. Improper colour solution, Improper material to liquor ratio etc.
41. Roughness in FabricThe reasons are:1.Using more amount of sodium sulphide that doesnt get washed off during washing.2. Heavier shade3. Improper washing4. Not using anionic softening agent in finishing5. Not using wetting agent.TenderingTendering in the fabric takes place because sulphur is converted into sulphuric acid afteroxidation which is harmful for the cellulosic fibers. This defect can occur on account of notproper washing of the fabric after dyeing which results in retaining of sulphuric acid on thecloth.
42. Defects in Dyeing with Reactive Dyes• Colours are not fast to washing, Abrasion; Staining in the fabric when transporting from place to the other, water marks on the fabric .• Bleeding in colours during washing, abrasion .• The fabric has been dyed in darker shade, uneven dyeing .• Uneven dyeing, marks of water, marks of colours.• The fabric has become stiff and rough after dyeing .• Colour staining of fabric, uneven dyeing .• Colour staining in fabrics of darker shade, uneven dyeing
43. Defect in Vat Dyeing• Poor Colorfastness in Vat Dyeing the reasons• Frequent addition of colors in the dye bath to match the shade. It disturbs the equlibrium between colors and chemicals.• Improper oxidation• Improper washing• Some peculiar colors such as blue and brown also leads to this defect.• Hardness in the water used• Mixing of incompatible colors• Usage of large quantities of reducing agent and alkali• Improper temperature• Improper wringing of the cloth• Faults in the machine• Not using essential chemicals such as dispersing agent or leveling agents.• Dyeing in a finished cloth ( Resin or Silicon Finish)
44. •Listing defects in vat dyeingThe reasons are:• Improper batching.• Non Uniformity in the selvedge• Redyeing of the fabric• Foam on the two sides of the jigger.• Slippage of the fabric from the roller during dyeing.• Shortcomings in the machine such as malfunctioning of guide roll, expander roller or improper squeezing.• Improper filteration of the colors, improper circlation of the liquor during dyeing. Difference in temperature of liquor in the centre and at the ends.• Mixing of colors which are not properly compatible.• Improper singeing
45. Uneven Shade (shadingOR listing) • differences in the shade of a fabric from edge to edge or one end of a fabric to the other Called selvedge- to-selvedge (or selvedge to center) shading or end-to- end shading respectively.
46. MAIN CAUSES:— Often caused in jig dyeing through difference of temperatures between the selvedges & centre of the batched up fabric on the jig roller.— by uneven batching of the cloth on the roller.MENDINGNon-mendable. Minor Major Serious Not reckoned Up to 15 cm along > 15 cm along the the length length
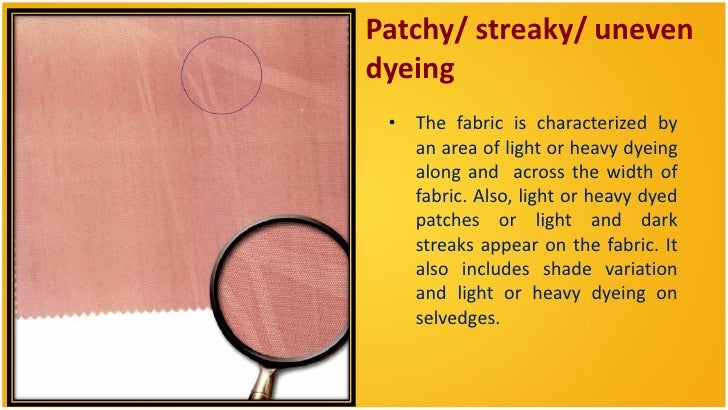
47. Patchy/ streaky/ unevendyeing • The fabric is characterized by an area of light or heavy dyeing along and across the width of fabric. Also, light or heavy dyed patches or light and dark streaks appear on the fabric. It also includes shade variation and light or heavy dyeing on selvedges.
48. MAIN CAUSES: • Improper scouring. • Cloth fed to the dyeing machine not crease free. • Proper time & temperature not given in dyeing. • Defective padding roller. • Fluff or thread on the fabric or in the color in the dye stuffs. MENDING: Non-mendable.Minor Major SeriousUp to 1 sq. cm 1 sq cm to 6 sq. cm >6 sq cm
49. Shade Bar• shade change in fabric which appears as a horizontal selvedge-to selvedge change. Caused by a filling change (new filling bobbin) or loom stop and subsequent start up
50. MAIN CAUSES• Improper scouring• Defective padding roller• Proper time & temperature not given in dyeing.• Difference in count/ fiber composition of weft yarn.MENDINGNon-mendable. Minor Major Serious Not reckoned Up to 15 cm along the length > 15 cm along the length
51. Dyestuff Stain • An unwanted color mark on a fabric qualifies as a dye stain. MAIN CAUSES: • Improper scouring. • Improper mixing of dye stuffs. MENDING: Non-mendable.Minor Major SeriousUp to 1 sq. cm 1 sq cm to 6 sq. cm >6 sq cm
52. White Spot
• The fabric is characterized by a white spot on otherwise well dyed adjacent fabric.
MAIN CAUSES:
• Improper scouring.
• The mixture used for dyeing is not compatible.
• Colors not properly dissolved.
• Proper time & temperature not given in dyeing.
MENDING:Non-mendable.
Minor Major Serious Up to 1 sq. cm 1 sq cm to 6 sq. cm >6 sq cm
53. Color Crocking
• color in a dyed fabric which rubs off rather easily onto other fabric surfaces.
• Causes- – May be caused by inadequate soaping at the completion of dyeing cycle.
– Due to faulty or improper dyeing procedures, OR preparation of the fabric prior to dyeing, OR imperfections in the fabric itself.
54. • Most frequently occurring imperfections – result from dyeing processes
55. Tender spots
• Places in the fabric which have been excessively weakened, usually by exposure to processing chemicals. When the entire fabric is weakened, it is referred to as Tender goods. Also occurs in printing and finishing procedures.
56. Stained, streaked
• A discolored area on the cloth. Caused by foreign matter such as dirt, grease, oil or residues of sizing on the fabric being dyed
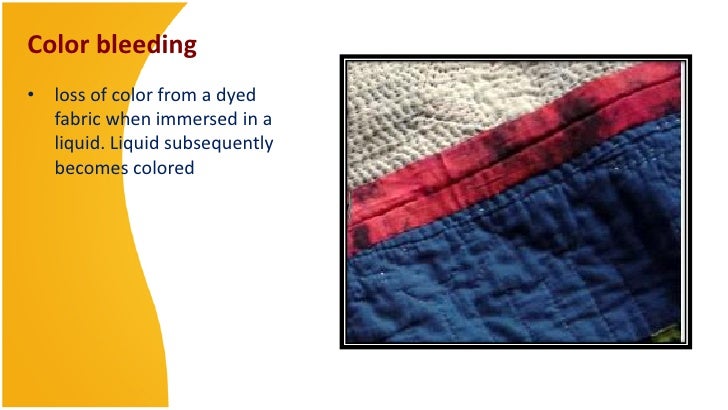
57. Color bleeding
• loss of color from a dyed fabric when immersed in a liquid. Liquid subsequently becomes colored
58. Off shade
• an expression referring to the fact the color of the dyed fabric does not match the std. color or referenced sample
59. Barre
• In woven fabrics, a horizontal band off-shaded yarns extending from selvedge to selvedge caused by differences in filling yarn size or difference in tension of warp or filing yarns
60. Defect caused by hanging thread
• A break in the pattern of the printed fabric caused by hanging thread
MAIN CAUSES:
• Loose threads in the fabric not trimmed before printing.
MENDING: Non-mendable .
MINOR MAJOR SERIOUS Not Prominent Not prominent reckoned
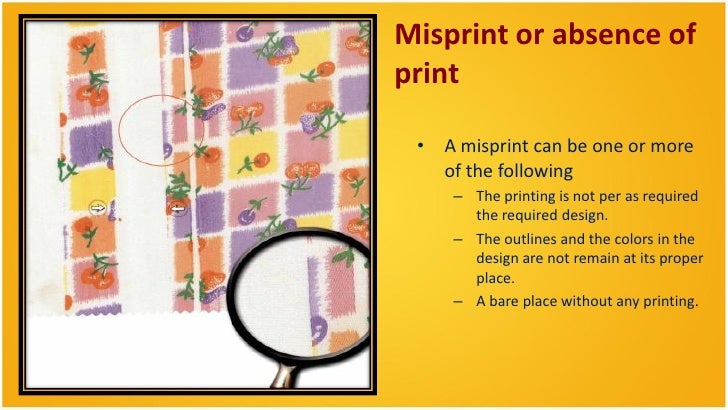
61. Misprint or absence ofprint • A misprint can be one or more of the following – The printing is not per as required the required design. – The outlines and the colors in the design are not remain at its proper place. – A bare place without any printing.
62. MAIN CAUSES:• The design is not set properly.• Unequal pressure at different places during printing.• Design not properly engraved/ screened.• Improper cloth used for printing.• Improper stitching of cloth.• Cloth fed with uneven tension to the printing machine.• Improper storage or cleaning of the screen.MENDING: Non-mendable.Minor Major SeriousNot reckoned Up to 15 cm along the length > 15 cm along the length
63. Uneven printing(tinting) • In a printed fabric the design at one place is bold as required, while at other place the same is hazy , light and unclear.
64. MAIN CAUSES:• Uneven pressure on printing rollers & doctor blade.• Uneven lapping of central drum in printing machine.• Diameter of printing roller is uneven.• Printing paste level not maintained.• Defective doctor blade.• Printing table is not proper.MENDING: Non-mendable.Minor Major SeriousNot reckoned Up to 15 cm along the length > 15 cm along the length
65. Blurred (dark) patch• Unwanted blotch or bar in a printed/ dyed fabric results in a blurred patch
66. MAIN CAUSES:— Improper scouring.— Unclean doctor blade & printing roller.— Doctor blade not properly aligned.MENDINGNon-mendable. Minor Major Serious Not reckoned Up to 15 cm along > 15 cm along the the length length
67. Water mark• An unwanted ripple effect/ light mark produced on the fabric is known as water mark.
68. MAIN CAUSES:— Improper scouring.— Surface pressure of one layer on another.— Contamination with water prior to tinting or dyeing on the padding mangle resulting in a reduction of intake of dye liquor.MENDINGNon-mendable. Minor Major Serious Not reckoned Up to 15 cm along > 15 cm along the the length length
69. Misfits• A misfit is a print defect caused by improper alignment of the screens. Also known as “out of registration,” misfits leave unprinted areas in the design. For example, a green leaf may overlap its black outline or print over another color. Up to 10 % of printed goods designated as first quality contain some level of misfit.
70. Stick-in• A stick-in occurs when a small fiber or piece of lint gets stuck in the screen opening. The result is a small pen tip sized unprinted circle in the design. A stick-in is very difficult to see and often goes unnoticed during a long run.
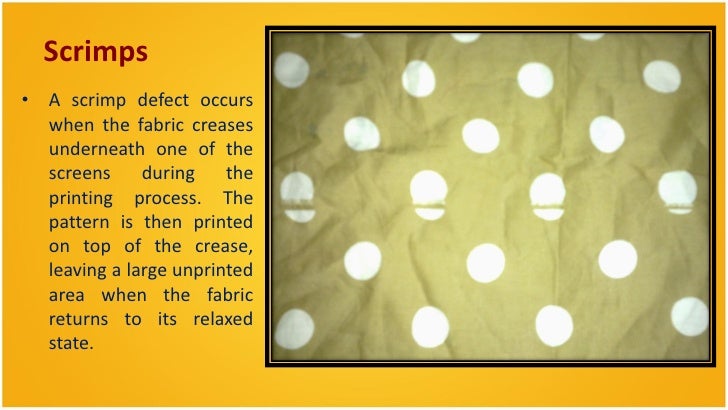
71. Scrimps• A scrimp defect occurs when the fabric creases underneath one of the screens during the printing process. The pattern is then printed on top of the crease, leaving a large unprinted area when the fabric returns to its relaxed state.
72. Wicking• Wicking, also known as flushing, occurs when the printed area bleeds out into the unprinted area. The result is a “haloing” or shadowing effect around the outline of the pattern design. Residual salts left in the fabric during resin finishing and / or poor fabric preparation often cause wicking.
73. SpottingAfter printing somespots occur onprinted fabric
74. Print colorvariationCan occur due touneven roller orsqueegee pressurewhile printing pasteis applied

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}